Low-temperature heat recovery and smart controls cut energy use, emissions and operating costs in manufacturing
Schneider Electric’s Lincoln, NE, facility manufactures miniature circuit breakers and molded-case circuit breakers. The plant operates around the clock and houses plastic injection molding, brazing, stamping and automated assembly lines. Prior to the project described in this article, the plant’s process cooling water loop absorbed heat from injection molding, air compressors, compressed air dryers and brazing chillers and rejected it to the atmosphere through a heat exchanger and open cooling tower. Meanwhile, 23 air handling units (AHUs) used chilled water and steam (from gas-fired boilers) to provide the necessary cooling and heating to keep factory and office employees comfortable. In peak winter, the system struggled to maintain a comfortable temperature, especially along perimeter zones and dock areas, due primarily to the negative pressure and uncontrolled infiltration resulting from exhaust drawn out of the molding area.
Lincoln is one of Schneider Electric’s most energy-intensive North American sites, making it a strategic priority for decarbonization and achieving our SBTi-validated net-zero commitment to reduce our operational (Scope 1 and 2) greenhouse gas emissions by 90% by 2030. A conventional, like-for-like electrification of the legacy steam-based heating would have required significant electrical upgrades and risked higher operating costs, an approach misaligned with our efficiency-first philosophy.

Schneider Electric’s Lincoln, NE, facility.
Scoping and Feasibility, Q1–Q2 2023
In early 2023, we initiated a feasibility study aimed at eliminating fossil fuels for comfort heating while minimizing grid impact. We teamed up with World Energy Innovations (WEI), an engineering and design firm dedicated to energy efficiency, to evaluate decarbonization pathways in Lincoln’s cold climate, where winter temperatures can drop into the negative teens (Fahrenheit). During the study, the team assessed thermal loads, building pressurization requirements and the potential to reuse existing equipment.
Key assumptions and baseline values for the study included baseline gas use for comfort heating of approximately 10,600 MMBtu/year, annual water consumption of 13.5 million gallons/year, average process-cooling water temperature at AHU coil inlet of approximately 75°F (24°C) and typical winter heating supply air temperatures of 65°-75°F (18°-24°C) at the coils.
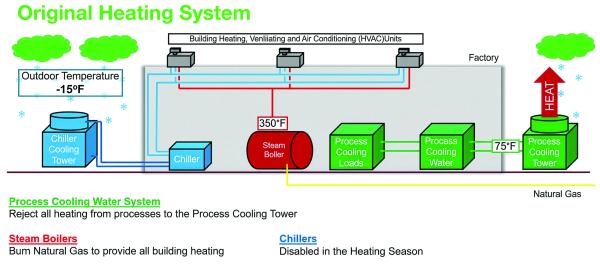
A schematic of the pre-project system showing the process loop carrying heat to the cooling tower and a separate steam heating loop. Click to enlarge.
Design Decision, Q3 2023: Low-Temperature Heat Recovery
The team selected a low-temperature heat recovery strategy: Reuse the existing chilled-water coils within the AHUs to transfer process heat into the ventilation air using approximately 75°F (24°C) process cooling water as the heat source. Achieving meaningful heating with such low water temperature is only possible with precise building pressurization and air balancing. Positive pressure eliminates cold infiltration and allows low-grade heat to carry the comfort load across large manufacturing spaces.
Control was the linchpin, but it followed the mechanical design strategy. WEI engineered the design, defined by the thermal load requirements, and authored the sequence of operations that enabled 75°F (24°C) process water to reliably carry a significant portion of the winter heating load. This carefully engineered control sequence served as the digital backbone to blend outside air, return air and coil water temperatures dynamically, switch piping and valves between heating and cooling modes and coordinate the operation of fans and pumps across 23 AHUs, thus turning a static HVAC plant into a responsive, software-defined system. Where feasible, the design retained and repurposed legacy equipment to reduce costs and avoid unnecessary embodied carbon.
Design parameters included process cooling water used as the heating source at approximately 75°F (24°C) supply, with expected return of approximately 70°F (21°C) depending on load, and target positive building pressure of approximately 0.02–0.05 inches of water column, with outside-air reset by conditions.
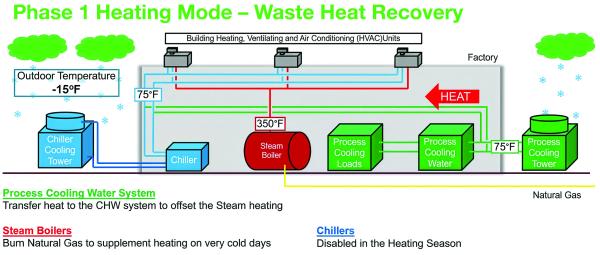
Phase 1 schematic showing the redirection of process water into CHW coils for heat recovery. Click to enlarge.
Implementation and Commissioning, Q4 2023–Q1 2024
With the design phase complete, WEI advanced the project to execution by producing the detailed mechanical scope of work and controls specifications required for construction and system integration. We contracted NIFCO Mechanical to perform the mechanical and plumbing installation in accordance with the engineered scope, while Control Services, a Schneider Electric EcoXpert Partner, executed the controls hardware deployment and software programming essential for the building automation system. WEI maintained technical oversight throughout construction and integration activities, and the Lincoln plant’s facilities team coordinated site access and activities to ensure all field work proceeded without disrupting production. WEI led the commissioning process, which included functional performance tests for pressurization sequences, valve switchover, airflow validation and heat recovery effectiveness. Control Services worked alongside WEI to implement necessary changes in programming logic as determined during commissioning. Early procurement and tight coordination among partners mitigated long lead times for critical components.
The Lincoln plant continued to leverage EcoStruxure Building Advisor’s machine-learning analytics for proactive fault detection and continuous performance monitoring of the entire HVAC system.
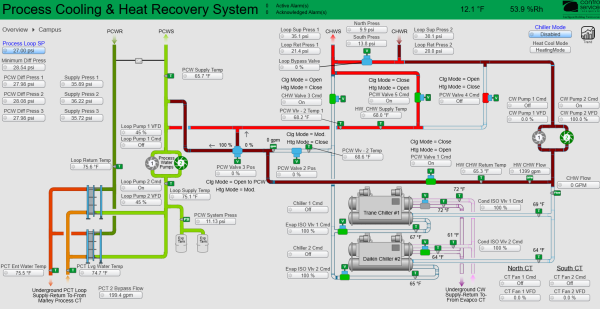
Schneider Electric's EcoStruxure Building Operation system graphic of process cooling and heat recovery loops with real-time operating modes, flows and control states. Click to enlarge.
First Heating Season: Winter 2024-25
Entering the 2024-25 heating season, the plant relied on low-temperature process water for comfort heating, supported by a newly tuned pressurization strategy, with the gas-fired steam boiler as backup for cold winter conditions. Operators observed notably better thermal comfort in perimeter zones and the shipping/receiving docks. Indoor air quality improved as filtered outside air displaced uncontrolled infiltration and the building maintained a consistent, slight positive pressure. Another important contributor to improved indoor air quality was the ability of a positively pressurized building to feed the areas of the plant with process exhaust filtered (through AHUs) outside air, resulting in better containment of odors being exhausted.
Quantified outcomes for the first full winter included gas savings of approximately 6,000 MMBtu ($55,000), water savings of 4.5 million gallons ($45,000) and a reduction of Scope 1 CO2 emissions by 360 tons. Recording its highest annual production level in 2024, the plant also benefited from steadier temperatures and improved ventilation in high-load areas such as injection molding.
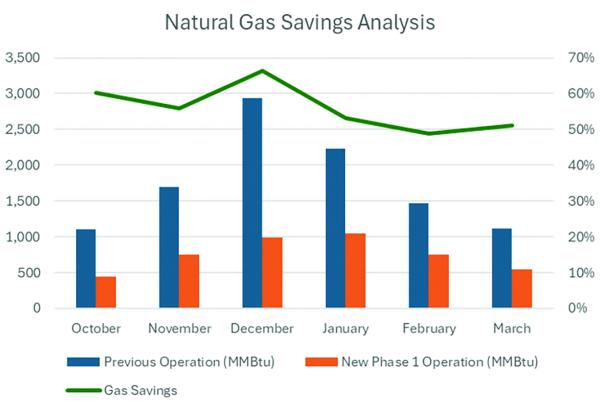
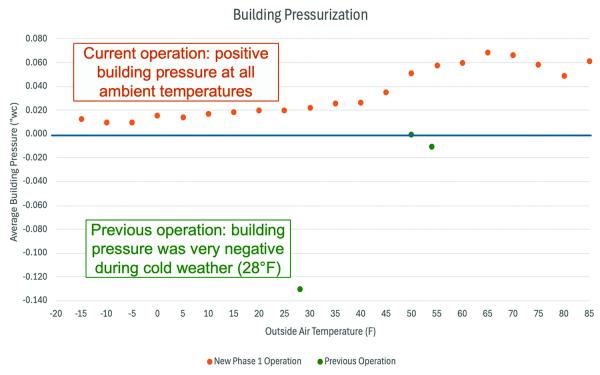
Charts show the positive effect Phase 1 had on building pressurization and natural gas use.
Financial Performance: A Long Payback Period
Total project investment was $1.7 million. Annual utility savings to date are approximately $100,000, driven by reduced natural gas and water use and supported by operational efficiencies. On that basis, simple payback is approximately 17 years.
Just as important, however, are the non-energy benefits: healthier indoor air, fewer cold drafts and more stable conditions across the floor. Other material, but non-financial, benefits include greater employee comfort and reported productivity gains. Finally, the proven success of the low-temperature water heating enables the facility to proceed with its next phase involving a geothermal design using standard water-cooling chillers as heat pumps. These same chillers can add to summer cooling capacity and redundancy.
The project has earned significant recognition, including the U.S. Department of Energy’s 2025 Better Project Award. The work has been showcased in DOE webinars and presented at the Association of Energy Engineers conference in Atlanta.

The factory floor for Schneider Electric’s Lincoln, NE, plant.
Phase 2: Geothermal System Fully Eliminates Fossil Fuels for Heating
Phase Two will integrate a geothermal field and new chillers acting as heat pumps in the winter to supply the necessary additional heat during extremely cold weather, fully replacing steam and enabling zero-CO2 comfort heating. Leveraging the efficiency-first groundwork of Phase 1, the system will be right-sized to actual loads. Preliminary targets include supply water temperatures of approximately 75°F (24°C) to AHU coils and an additional Scope 1 reduction of roughly 330 tons of CO2. Commissioning is projected for Q2 2027, with measurement and verification planned over the subsequent heating season.
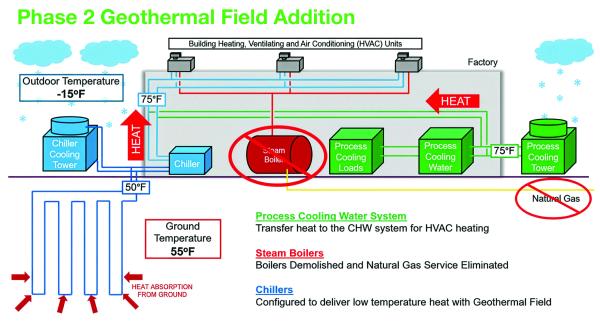
A conceptual diagram showing the flow of heat between a geothermal heat pump, process water, chillers, towers and AHUs. Click to enlarge.
Being one of Schneider Electric’s highest energy-consuming sites in North America, gains at the Lincoln plant translate into meaningful impact. More importantly, the approach is replicable anywhere a facility has steady process loads and robust controls. Across Schneider Electric’s large industrial plants, similar projects are being evaluated, collectively representing over 25% of the North American operational footprint. The lesson is clear: Start with low-temperature heat recovery and pressurization, design controls to do the heavy lifting and use digital analytics to keep performance on track.
WEI led feasibility, thermal load calculations, concept design for full electrification, detailed design of the waste heat recovery system, controls logic and system start-up and commissioning. Control Services implemented the control architecture, programming, sensor/automation server installation and worked with WEI for the commissioning of the building automation system. NIFCO Mechanical executed all mechanical and plumbing construction. Schneider Electric provided the digital backbone, including EcoStruxure Building Operation and EcoStruxure Building Advisor.
Lessons learned:
- Prioritize pressurization and air balance: Low-temperature heating rides on eliminating infiltration.
- Make controls the strategy: Sequences, resets and analytics deliver most of the value.
- Reuse what you can: Existing chilled water coils are excellent low-temperature water heating coils. Existing infrastructure can be a powerful asset.
- Plan commissioning and trending upfront; validate, tune and keep tuning.
Conclusion
The Lincoln project shows industrial decarbonization does not have to start with megawatts of new electrical capacity. By first reclaiming low-grade heat and using controls to make it useful, a factory can cut fuel consumption, improve comfort and build a solid runway for low-temperature heat pumps and deeper electrification. Perhaps most importantly, it demonstrates how an efficiency-first, data-driven approach can deliver both operational resilience and real momentum toward net-zero.
About the Author

Anand Varahala is the Director of Energy & Sustainability for Schneider Electric North America, where he spearheads the region’s operational decarbonization through electrification, efficiency and renewable energy procurement. A licensed PE and Certified Energy Manager with over 17 years of experience, he was named the 2025 International Energy Manager of the Year by the Association of Energy Engineers. He holds advanced degrees in Mechatronics and Mechanical Engineering, and serves as a global subject matter expert in energy management and sustainability.
|
About Schneider Electric Schneider Electric is a global energy technology leader, driving efficiency and sustainability by electrifying, automating and digitalizing industries, businesses and homes. Its technologies make the new energy landscape possible, enabling buildings, data centers, factories, plants, infrastructure and grids to operate as open, interconnected software-defined ecosystems, enhancing performance, resilience and sustainability. Its portfolio includes intelligent devices, software-defined architectures, AI-powered systems, digital services and expert advisory. With 160,000 employees and one million partners in over 100 countries, Schneider Electric is consistently ranked among the world’s most sustainable companies. Located in Lincoln, NE, Schneider Electric’s Lincoln factory, one of the company’s flagship manufacturing sites, is an advanced, high-volume operation combining precision engineering, world class automation and deep manufacturing expertise. Established in 1971, the facility spans over 224,000 ft2 of covered floor area, including a 157,000 ft2 workshop, 29,400 square feet of office space and an expanding warehouse footprint. Supported by a workforce of over 350 employees operating across multiple shifts, the Lincoln plant produces some of Schneider Electric’s most essential residential and commercial circuit protection products, including QO/HOM one-pole thermal-magnetic breakers, QO electronic CAFI breakers and miniature MTS circuit breakers. The Lincoln factory integrates a full spectrum of vertically connected manufacturing capabilities, including thermoset and thermoplastic molding, high-cavitation tooling, advanced stamping, automated welding and roboticsâenhanced assembly. Dedicated molding operations run 24/7 across several BMC and phenolic presses (for thermoset plastics) and multiple thermoplastic systems, while stamping operations run 24/5. Automated assembly lines use multi-slide technology, vision inspection, robotic handling and poka-yoke and jidoka systems to ensure exceptional consistency and quality. Certified to ISO 9001, 14001, 45001 and 50001, the plant maintains rigorous standards for safety, quality, energy and environmental performance. With continuous improvement as a core discipline, the factory is actively advancing next-generation programs, including new breakers, Tesys-D development and additive manufacturing (3D printing). Together, these capabilities position the Lincoln facility as a highâperformance, future-ready manufacturing hub at the heart of Schneider Electric’s North American supply chain. For more, visit https://www.se.com.
Schneider Electric’s Nashville hub. |

To read similar Heat Recovery System Assessments, visit https://coolingbestpractices.com/system-assessments/heat-recovery.
Visit our Webinar Archives to listen to expert presentations on Heat Recovery System Assessments at https://coolingbestpractices.com/magazine/webinars.


